Cómo mejorar la calidad de las piezas en impresiónes 3d

En este articulo voy a exponer los primero principios que tiene que tener en cuenta para imprimir con calidad. Seguro que enontrara tanto detalle como requiera en la web pero aqui vemos los primeros paso que tenemos que dar para mejorar bastante.
Primero lo primero
- Cama caliente, ventilador de capa y calibre son cosa muy basicas que si o si tiene que tener.
- Impresora NIVELADA. No la cama caliente… la estructura nivelada, sino los movimientos no seran consistentes.
- Estructura de impresion rigida o ajustada. En lo posible tambien sobre algun material que asile de las vibrasiones de la superficie en donde este apoyada. Vea este video.
- Muy aconsejable el sensor para hacer autonivelacion de la cama caliente.
- Muy aconsejable un gabinete que cubra por completo la impresora nos permite control en la temperatura que es EL PUNTO A CONTROLAR. Como la temperatura ambiente puede variar, aislemos la impresora en un ambito que le podamos controlar la tempera ambiente y que nos permita consistencia en le repetitividad. aun mejor si podemos calefaccionar ese ambito y ponerle dos ventiladores extractores en lo alto y que funcionen segun parametros que le fijemos.
Con estas premisas estamos listos para empezar……… ¿que?… ¿hay más?… si!!… es un universo posible que vamos a empezar a revisar.
Comencemos!
Primero resulelve todos los problemas que puedas mirando mi pulicacion anterior: ¿Como identificar y resolver los problemas de impresiones 3D con fotos y ejemplos
Para asegurarnos que la superficie esta nivelada y el pico a una distancia correcta, podemos hacer una pruba de impresion, vea este video.
Una vez que tenemos una pieza decente lo que podemos hacer es pulir la superficie. Para algunos materiales, puede ser mecanica pero para el caso de PLA y ABS se debe hacer una camara para pulirla con bapores. Ahora aclaro:

Sependiendo si es ABS o PLA se embebe el paño (PLA es soluble en Tetrahidrofurano (THF) y el ABS en Acetona) y se deja la pieza encerrada por 5-10 min (estimado) y el resultado es asi:



Si te sirvió este apunte y quieres invitarme una gaseosa puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a seguir haciendo y juntando apuntes utiles pulsa AQUI.
Cómo solucionar el Levantamiento o pandeo de la Base de la pieza (Wraping) en impresión 3d


Esta página viene de mi articulo ¿Como identificar y resolver los problemas en impresión 3D con fotos de ejemplo?
Síntoma
A medida que comience a imprimir modelos más grandes, puede comenzar a notar que, aunque las primeras capas de su pieza se adhirieron con éxito a la cama, más adelante la pieza comienza a curvarse y deformarse. Este rizado puede ser tan severo que en realidad causa que parte de su modelo se separe de la cama, y puede ocasionar que la impresión completa falle eventualmente. Este comportamiento es particularmente común cuando se imprimen piezas muy grandes o muy largas con materiales de alta temperatura como ABS. La razón principal de este problema es el hecho de que el plástico tiende a contraerse a medida que se enfría. Por ejemplo, si imprime una pieza de ABS a 230 ° C y luego la deja enfriar a temperatura ambiente, se reducirá en casi un 1,5%. Para muchas partes grandes, ¡esto podría equivaler a varios milímetros de contracción! A medida que avanza la impresión, cada capa sucesiva se deformará un poco más hasta que toda la parte se curvee y se separe de la cama. Puede ser un problema difícil de resolver, pero tenemos varias sugerencias útiles para comenzar:
Use una cama caliente
Muchas máquinas vienen equipadas con una cama caliente que puede ayudar a mantener calientes las capas inferiores de su parte a lo largo de la impresión. Para materiales como ABS, es común establecer la temperatura de la cama calentada a 100-120C, lo que reducirá significativamente la cantidad de contracción plástica en estas capas. Para ajustar la temperatura de su cama calentada, haga clic en «Filament Settings», seleccione la pestaña Filament y luego elija en «Temperature -> Bed» el punto de referencia de temperatura para editar el valor.
Deshabilitar la refrigeración del ventilador
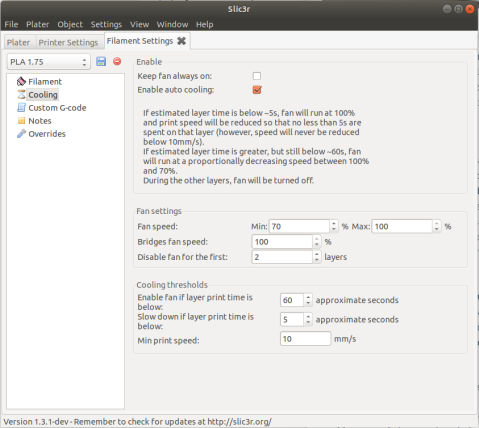
Por ahora, probablemente se dé cuenta de que el enfriamiento puede ser un problema para las piezas que tienden a deformarse. Por este motivo, muchos usuarios prefieren desactivar por completo cualquier ventilador de refrigeración externo cuando imprimen con materiales como el ABS. Esto permite que todas las capas permanezcan calientes durante un período de tiempo más prolongado, lo que aumenta sus posibilidades de éxito. Puede verificar la configuración de velocidad de su ventilador haciendo clic en la pestaña «Cooling» en la opcion «Fan Setting -> Fan Speed» y colocarle 0% a Min y Max.
Use un recinto calefaccionado
Mientras que una cama caliente puede mantener calientes las capas inferiores de su pieza, puede resultar difícil evitar que las capas superiores de la pieza se contraigan una vez que comience a imprimir objetos más altos y más altos. En esta situación, puede que le resulte útil colocar la impresora dentro de un gabinete que pueda ayudar a regular la temperatura de todo el volumen de construcción. Algunas máquinas ya pueden incluir un gabinete externo específicamente por este motivo. Si su máquina incluye un gabinete calefactado, asegúrese de mantener las puertas cerradas durante la impresión, lo que evitará que se escape el calor.
Brims
Si ya ha probado todas las otras sugerencias, pero sus partes aún se curvan una vez comenzada la impesión, entonces también puede intentar incluir un BRIM con su impresión. Estas características ayudarán a mantener los bordes bajos y pueden deformarse menos, ya que normalmente tienen solo unas pocas capas de altura.
Si te sirvió este apunte y quieres invitarme una gaseosa puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a seguir haciendo y juntando apuntes utiles pulsa AQUI.
Como resolver la impresión No se pega a la cama (Print Not Sticking To Bed) en impresión 3D
02) No se pega a la cama (Print Not Sticking To Bed)
Esta página viene de mi articulo ¿Como identificar y resolver los problemas en impresión 3D con fotos de ejemplo?
Es muy importante que la primera capa de su impresión esté fuertemente conectada a la plataforma de construcción de la impresora para que el resto de su pieza pueda construirse sobre esta base. Si la primera capa no se adhiere a la plataforma de compilación, creará problemas más adelante. Hay muchas maneras diferentes de lidiar con estos problemas de adhesión de la primera capa, por lo que examinaremos varias causas típicas a continuación y explicaremos cómo abordar cada una de ellas.
La plataforma de compilación no está nivelada
Muchas impresoras incluyen una cama ajustable con varios tornillos o perillas que controlan la posición de la cama. Si su impresora tiene una cama ajustable y tiene problemas para que su primera capa se adhiera a la cama, lo primero que debe verificar es que la cama de su impresora esté plana y nivelada. Si la cama no está nivelada, un lado de la cama puede estar demasiado cerca de la boquilla, mientras que el otro lado está demasiado lejos. Lograr una primera capa perfecta requiere una cama de impresión nivelada. Nivelada significa que la boquilla este a la misma distancia en todo punto de la cama caliente y el calibre es la herramienta indicada para hacer estas comprobaciones.
La boquilla comienza demasiado lejos de la cama
Una vez que su cama ha sido nivelada correctamente, aún necesita asegurarse de que la boquilla comience a la altura correcta en relación con la plataforma de construcción. Su objetivo es ubicar su extrusora a la distancia perfecta de la placa de construcción, no demasiado lejos ni demasiado cerca. Para una buena adhesión a la placa de construcción, desea que su filamento quede ligeramente aplastado contra la placa de construcción. Esto nos indica que si el estrusor es de 0,3 mm entonces debe estar a menos de esto… la presicion debe ser bastante alta. Si bien puede ajustar esta configuracion modificando el hardware, generalmente es mucho más fácil (¡y mucho más preciso!) realizarlo desde Slice3r. Para hacerlo, haga clic en «Printer Settings -> General -> Size and coordinates -> Z offset».
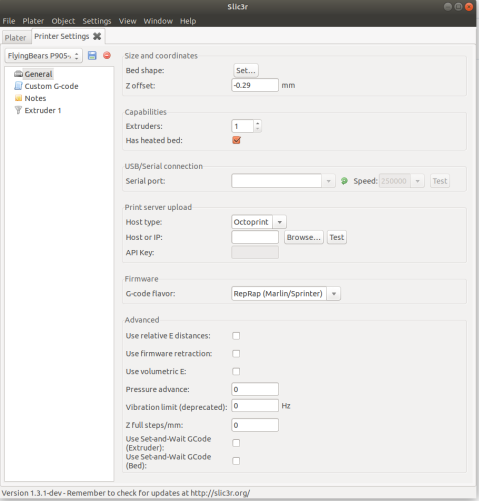
El Z-offset se usa para la compensación global del eje Z y para realizar ajustes muy precisos en la posición de la boquilla. Por ejemplo, si ingresa -0.05mm para el desplazamiento del eje Z, la boquilla comenzará a imprimir 0.05 mm más cerca de su plataforma de construcción. Tenga cuidado de solo hacer pequeños ajustes a esta configuración. Cada capa de tu parte suele tener un grosor de alrededor de 0.2 mm, por lo que un pequeño ajuste puede ser muy útil.
La primera capa está imprimiendo demasiado rápido
Al extruir la primera capa de plástico en la parte superior de la plataforma, debe asegurarse de que el plástico pueda adherirse adecuadamente a la superficie antes de comenzar con la siguiente capa. Si imprime la primera capa demasiado rápido, es posible que el plástico no tenga tiempo para adherirse a la plataforma de construcción. Por esta razón, generalmente es muy útil imprimir la primera capa a una velocidad más lenta para que el plástico tenga tiempo de adherirse a la cama. Slice3r proporciona una configuración para esta característica exacta. Si hace clic en «Print Setting» y va a la opcion «Speed», verá una configuración etiquetada como «Modifiers -> First layer speed».
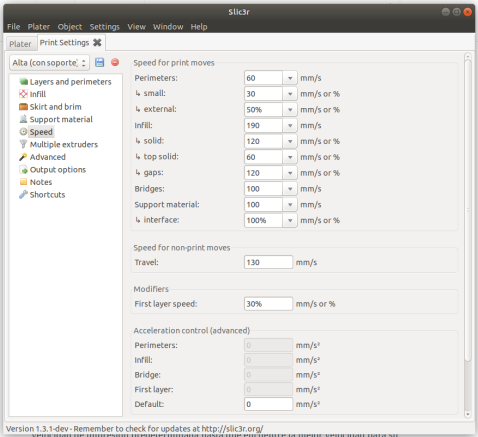
Por ejemplo, si configura una primera velocidad de capa del 50%, significa que su primera capa imprimirá un 50% más lento que el resto de su pieza. Si siente que su impresora se mueve demasiado rápido en la primera capa, intente reducir esta configuración.
Configuración de temperatura o refrigeración
El plástico tiende a contraerse a medida que se enfría desde una temperatura cálida a una temperatura fría. Para proporcionar un ejemplo útil, imagine una pieza de 100 mm de ancho que se está imprimiendo con plástico ABS. Si la extrusora estaba imprimiendo este plástico a 230 grados Celsius, pero estaba siendo depositado en una plataforma de construcción en frío, es probable que el plástico se enfríe rápidamente después de salir de la boquilla caliente. Algunas impresoras también incluyen ventiladores de enfriamiento que aceleran este proceso de enfriamiento cuando se usan. Si esta parte de ABS se enfría a una temperatura ambiente de 30 ° C, ¡la parte de 100 mm de ancho se encogerá en casi 1.5 mm! Desafortunadamente, la plataforma de compilación en su impresora no se reducirá tanto, ya que normalmente se mantiene a una temperatura bastante constante. Debido a este hecho, el plástico tenderá a separarse de la plataforma de construcción a medida que se enfría. Este es un hecho importante a tener en cuenta al imprimir su primera capa. Si observa que la capa parece pegarse inicialmente, pero luego se separa de la cama de impresión a medida que se enfría, es posible que su temperatura y la configuración de enfriamiento sean los culpables.
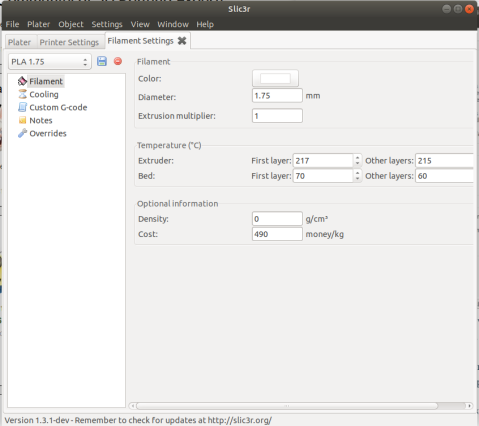
Muchas impresoras diseñadas para imprimir materiales de alta temperatura como ABS incluyen una cama con calefacción para ayudar a combatir estos problemas. Si la cama se calienta para mantener una temperatura de 110 ° C durante toda la impresión, mantendrá la primera capa caliente para que no se encoja. Entonces, si su impresora tiene una cama con calefacción, puede intentar calentar la cama para evitar que la primera capa se enfríe. Como punto de partida general, el PLA tiende a adherirse bien a una cama que se calienta a 60-70ºC, mientras que el ABS generalmente funciona mejor si la cama se calienta a 100-120ºC. Puede ajustar esta configuración en Slic3r haciendo clic en «Filament setting» y luego seleccionando la opcion «Filament -> Temperature».
Edite el punto de referencia de temperatura para la primera capa tanto del estrusor como de la cama.
Si su impresora tiene un ventilador de enfriamiento, también puede intentar deshabilitar ese ventilador de enfriamiento para las primeras capas de su impresora para que las capas iniciales no se enfríen demasiado rápido. Para ello, haga clic en «Filament setting» y vaya a la pestaña «Cooling».
Puede ajustar los puntos de ajuste de la velocidad del ventilador. Por ejemplo, es posible que desee que la primera capa comience con el ventilador desactivado y luego encienda el ventilador a máxima potencia una vez que llegue a la 5ª capa. En ese caso, deberá un 5 en «Disable fan for the firts». Si está utilizando plástico ABS, es común desactivar el ventilador de refrigeración para toda la impresión, por lo que sería suficiente ingresar en «Fun Speed» 0% tanto en «Min» como en «Max» . Si está trabajando en un ambiente ventoso, también puede intentar aislar su impresora para mantener el viento lejos o aun mejor, construirle un gabinete.
La superficie de la plataforma de impresión (cinta adhesiva, pegamentos y materiales)
Diferentes plásticos tienden a adherirse mejor a diferentes materiales. Por esta razón, muchas impresoras incluyen un material de plataforma de construcción especial que está optimizado para sus materiales. Por ejemplo, varias impresoras usan una hoja BuildTak en la parte superior de su cama que tiende a pegarse muy bien al PLA. Otros fabricantes optan por una cama de vidrio con tratamiento térmico, como vidrio de borosilicato, que tiende a funcionar muy bien para ABS cuando se calienta. Si va a imprimir directamente en estas superficies, siempre es una buena idea asegurarse de que su plataforma de construcción esté libre de polvo, grasa o aceites antes de comenzar la impresión. Limpiar la cama de impresión con un poco de agua o alcohol isopropílico puede marcar una gran diferencia sacando todo lo suelto. TENGA EN CUENTA que una vez que empiece a aderirse bien el material, si deja residuos pegados de la impresion previa, el material subsiguiente, se pegara mejor (no despegue los residuos mas pequeños que esten bien pegados).
Si su impresora no incluye un material de plataforma de construcción especial para ayudar con la adhesión, ¡todavía tiene opciones! Afortunadamente, hay varios tipos de cintas que se adhieren bien a los materiales comunes de impresión en 3D. Las tiras de cinta se pueden aplicar a la superficie de la cama caliente y se pueden quitar o reemplazar fácilmente si desea imprimir con un material diferente. Por ejemplo, el PLA tiende a pegarse bien a la cinta del pintor azul, mientras que el ABS tiende a adherirse mejor a la cinta Kapton (también conocida como película de poliimida). Muchos usuarios también han tenido un gran éxito utilizando un pegamento temporal o spray en la parte superior de sus plataformas de construcción. El spray para el cabello, las barras de pegamento y otras sustancias pegajosas tienden a funcionar muy bien si todo lo demás falla. ¡Siéntete libre de experimentar para ver qué funciona mejor para ti!
Un video para ver:
Cuando todo lo demás falla: Skirt, Brims and Rafts
Algunas veces está imprimiendo una parte muy pequeña que simplemente no tiene suficiente área de superficie para adherirse a la superficie de la plataforma de construcción. Slic3r incluye varias opciones que pueden ayudar a aumentar esta área de superficie para proporcionar una superficie más grande que se adhiera a la cama de impresión.

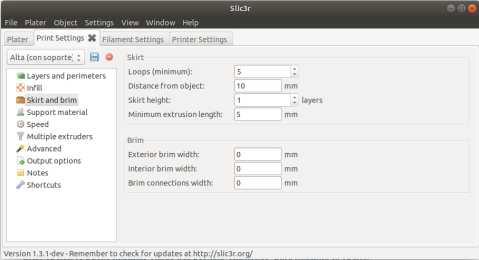
Estas opción se puede habilitar yendo a la pestaña «Print Settings» y a la opcion Skirt and brim.
Una de estas opciones se llama Skirt, hace perimetros a cierta distancia de la pieza a imprimir. Esta opcion sirve para limpiar el estrusor antes de comenzar a imprimir.
El «Brim» o borde. El brim agrega anillos adicionales alrededor del exterior de su pieza, de forma similar a como un ala de sombrero aumenta la circunferencia del sombrero.
En esta version de Slic3r todavia no permite el RAFT o balsa debajo de su pieza, que también se puede usar para proporcionar una superficie más grande para la adhesión de la cama.
Si te sirvió este apunte y quieres invitarme una gaseosa puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a seguir haciendo y juntando apuntes utiles pulsa AQUI.
Como resolver el Calentamiento Exesivo (Over-Heating) en Impresión 3D
Esta página viene de mi articulo ¿Como identificar y resolver los problemas en impresión 3D con fotos de ejemplo?
Síntoma
El plástico que sale de su extrusora puede estar entre 190 y 240 grados Celsius. Mientras que el plástico todavía está caliente, es flexible y se puede formar fácilmente en diferentes formas. Sin embargo, a medida que se enfría, se solidifica rápidamente y conserva su forma. Debe lograr el equilibrio correcto entre temperatura y enfriamiento para que su plástico pueda fluir libremente a través de la boquilla pero pueda solidificarse rápidamente para mantener las dimensiones exactas de su pieza impresa en 3D. Si no se logra este equilibrio, puede comenzar a notar algunos problemas de calidad de impresión donde el exterior de su pieza no es tan preciso y definido como le gustaría.
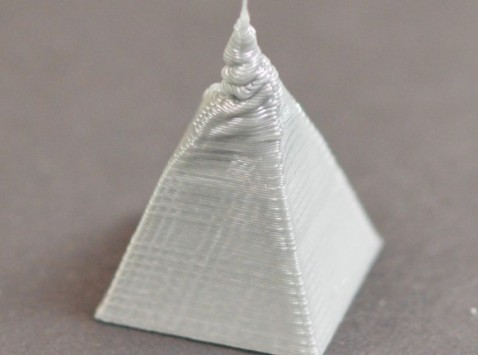
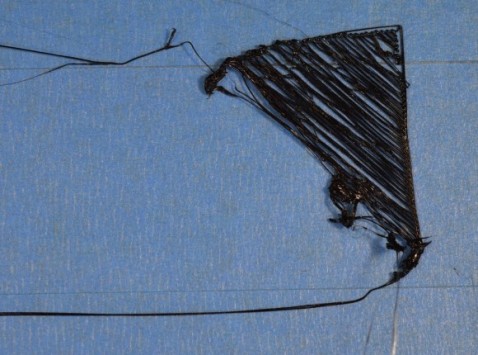
27) Calentamiento Exesivo (Over-Heating)
Como puede ver en la imagen el filamento extruido en la parte superior de la pirámide no fue capaz de enfriarse lo suficientemente rápido como para conservar su forma. La siguiente sección examinará varias causas comunes de sobrecalentamiento y cómo prevenirlas.
Insuficiente enfriamiento
La causa más común de sobrecalentamiento es que el plástico no se enfría lo suficientemente rápido. Cuando esto sucede, el plástico caliente es libre de cambiar formas a medida que se enfría lentamente. Para muchos plásticos, es mucho mejor enfriar rápidamente las capas para evitar que cambien de forma después de imprimirse. Si su impresora incluye un ventilador de refrigeración, intente aumentar la potencia del ventilador para enfriar el plástico más rápido. Puede hacer esto yendo a “Filament Settings” y seleccionando la pestaña y seleccionando la pestaña «Cooling».
Simplemente modifique el ajuste de la velocidad del ventilador que desea. Este enfriamiento adicional ayudará al plástico a conservar su forma. Si en su impresora no incluye un ventilador de refrigeración integrado, puede intentar adaptar un ventilador que se venda para este fin o usar un pequeño ventilador de mano para enfriar las capas más rápido.
Impresión a una temperatura demasiado alta
Si ya está utilizando un ventilador de enfriamiento y todavía tiene este problema, puede intentar imprimir a una temperatura más baja. Si el plástico se extruye a una temperatura más baja podrá solidificarse más rápido y conservar su forma. Intente bajar la temperatura de impresión entre 5 y 10 grados para ver si ayuda. Para ello, haga clic en «Filament settings» y seleccione la pestaña «Filamento» en la seccion «Temperature -> Extruder»
Simplemente ajuste de temperatura que desea cambiar. Tenga cuidado de no bajar demasiado la temperatura, ya que de lo contrario, es posible que el plástico no esté lo suficientemente caliente como para extruirlo a través de la pequeña abertura de la boquilla y esto puede producir desgaste en el tractor del filamento y en algunos caso, obstrucciones.
Imprimiendo muy rápido
Si está imprimiendo cada capa muy rápidamente, es posible que no permita el tiempo suficiente para que la capa anterior se enfríe correctamente antes de intentar depositar la siguiente capa de plástico caliente sobre ella. Esto es particularmente importante para partes muy pequeñas donde cada capa solo requiere unos segundos para imprimir. Incluso con un ventilador de enfriamiento, es posible que deba reducir la velocidad de impresión de estas pequeñas capas para garantizar que proporcione tiempo suficiente para que la capa se solidifique. Afortunadamente, Slic3r incluye una opción muy simple para hacer exactamente eso yendo a “Filament Settings” y seleccionando la pestaña y seleccionando la pestaña «Cooling» seccion «Cooling Thresholds»
Esta sección se usa para disminuir automáticamente la velocidad de impresión de las capas pequeñas para garantizar que tengan tiempo suficiente para enfriarse y solidificarse, antes de imprimir la siguiente capa. Por ejemplo, si permite que el software ajuste la velocidad de impresión de las capas que tardan menos de 15 segundos en imprimirse, el programa reducirá automáticamente la velocidad de impresión de estas pequeñas capas. Esta es una característica vital para combatir estos problemas de sobrecalentamiento.
Cuando todo lo demás falla: intente imprimir varias partes a la vez
Si ya ha probado los 3 elementos anteriores y todavía tiene problemas para lograr un enfriamiento suficiente, hay una cosa más que puede probar. Cree una copia de la pieza que está intentando imprimir (Edición> Copiar / Pegar) o importe un segundo objeto que pueda imprimirse al mismo tiempo. Al imprimir dos objetos a la vez, puede proporcionar más tiempo de enfriamiento para cada parte individual. La boquilla caliente deberá moverse a una ubicación diferente en la plataforma de construcción para imprimir la segunda parte, lo que proporciona un alivio breve para que su primera parte se enfríe. Esta es una estrategia simple, pero muy efectiva para solucionar problemas de sobrecalentamiento.
Si te sirvió este apunte y quieres invitarme una gaseosa puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a seguir haciendo y juntando apuntes utiles pulsa AQUI.
Como resolver esquinas que se encrespan o ásperas (Curling and Warping) en impresión 3D
Esta página viene de mi articulo ¿Como identificar y resolver los problemas en impresión 3D con fotos de ejemplo?
Síntoma
Si observa problemas de rizado ya empezada la impresión, generalmente indica problemas de sobrecalentamiento.
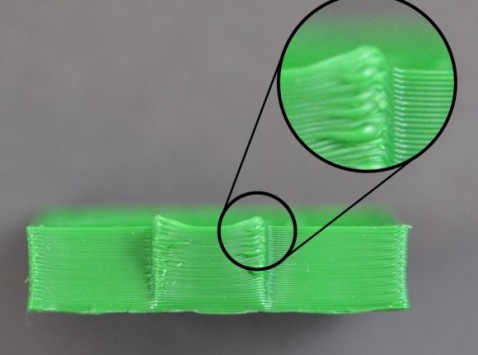
12) Esquinas deformadas (Curling and Warping)
El plástico se extruye a una temperatura muy alta, y si no se enfría rápidamente, puede cambiar de forma con el tiempo. Se puede evitar el encrespamiento al enfriar rápidamente cada capa de modo que no tenga tiempo para deformarse antes de que se haya solidificado. Lea la sección Sobrecalentamiento para obtener una descripción más detallada de este problema y cómo resolverlo.
Si observa el rizado al principio de la impresión, consulte la sección Imprimir sin adherirse a la cama para tratar los problemas de la primera capa.
Si te sirvió este apunte y quieres invitarme una gaseosa puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a seguir haciendo y juntando apuntes utiles pulsa AQUI.
¿Cómo Identificar Si Un Filamento Es PLA ó ABS?
Un método rápido y sencillo es usando fuego en un trocito de filamento.
El ABS, al exponerlo a las llamas, despide un humo negro … CUIDADO ese humo es nocivo para la salud.
El filamento PLA, al exponerlo a las llamas, se derrite rápidamente y no despide humo.
Si te sirvió este apunte y quieres invitarme una gaseosa puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a continuar a hacer y juntar más apuntes utiles: pulsa AQUI.
Cómo aumentar la velocidad de impresión 3D FDM
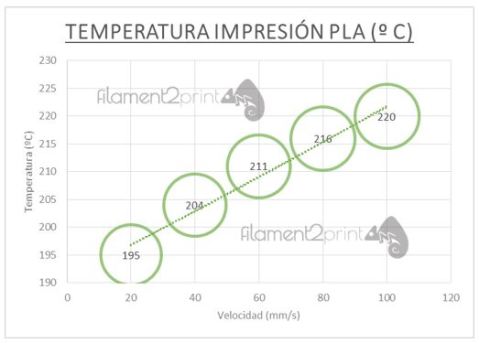
Uno de los principales parámetros que afecta directamente al acabado de las piezas realizadas con impresoras 3D FDM (Impresión por deposición de material fundido) es la velocidad de impresión. El acabado es inversamente proporcional al tiempo de impresión.
La velocidad de impresión se mide en mm/s y ésta afecta directamente a la temperatura de la extrusión debido a que cuanto mayor sea la velocidad de impresión, mayor temperatura de extrusión necesitaremos.
Todos los fabricantes de filamentos facilitan un rango de temperaturas entre las cuáles su impresión es óptima. Normalmente esta temperatura ideal se debe ir ajustando mediante pruebas hasta obtener el mejor acabado y adherencia porque puede variar significativamente en función de que extrusor utilicemos. Por ejemplo, según la ubicación física y el estado de la sonda de medición de temperatura en el extrusor puede hacer que variar significativamente la medición en nuestra impresora respecto a la del fabricante o a una igual en un ámbito diferente.
Si no somos capaces de encontrar la temperatura óptima de impresión aparecerán problemas de impresión. Por ejemplo, si la temperatura de extrusión es muy baja, el filamento no fluirá correctamente por lo que pueden quedar huecos entre capas e incluso hacer que se separen las capas. Si además aumentamos excesivamente la temperatura, el plástico dejará puntos huecos en la pieza.
A mayor velocidad es mayor la presión en la boquilla y también mayor es la compresión del filamento. El filamento ABS tiene un menor coeficiente de fricción que el PLA por lo que este último, requiere de menos fuerza para ser extruído. Si la presión es excesiva pueden surgir problemas en la tracción del filamento, taponamientos y hasta roturas físicas en la impresora.
Además debemos tener en cuenta que si el color del filamento es más oscuro necesitará más temperatura de extrusión debido a los propios aditivos de coloración del filamento. En función del color del filamento puede llegar a variar la temperatura hasta +- 5 ºC imprimiendo a la misma velocidad.
En las gráficas se puede apreciar la tendencia de cómo varía la temperatura de extrusión en función de la velocidad de impresión aunque, cómo he comentado, puede variar.

Si te sirvió este apunte y quieres invitarme una gaseosa puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a continuar a hacer y juntar más apuntes utiles: pulsa AQUI.
Como resolver no imprime al inicio en impresión 3D (Not Extruding At Start)

Esta página viene de mi articulo ¿Como identificar y resolver los problemas en impresión 3D con fotos de ejemplo?
Este problema es muy común para los nuevos propietarios de impresoras 3D, pero afortunadamente también es muy fácil de resolver. Si su extrusora no extruye plástico al comienzo de su impresión, existen cuatro causas posibles. Examinaremos cada uno a continuación y explicaremos qué configuraciones se pueden usar para resolver el problema.
- El extrusor no se preparó antes de comenzar la impresión: La mayoría de los extrusores tienen la mala costumbre de tener fugas de plástico cuando están quietos inactivos y a alta temperatura. El plástico caliente dentro de la boquilla tiende a salir de la punta un poco (moco ó ooze), lo que crea un vacío dentro de la boquilla donde el plástico se ha drenado. Esta exudación puede ocurrir tanto al comienzo de una impresión -cuando está precalentando por primera vez su extrusora- como también al final de la impresión -mientras la extrusora se está enfriando lentamente-. Si su extrusora ha perdido un poco de plástico debido al exudado, la próxima vez que intente extruirlo, es probable que transcurran unos segundos antes de que el plástico comience a salir de la boquilla nuevamente. Si está tratando de comenzar una impresión después de que su boquilla ha estado exudando, puede notar que se retrasa la extrusión. Para resolver este problema, asegúrese de cebar su extrusora justo antes de comenzar una impresión, de modo que la boquilla esté llena de plástico y lista para extruir. Una forma común de hacer esto es incluir algo llamado falda. La falda dibujará unos círculo alrededor de su pieza, y en el proceso, llenara la extrusora con plástico. Si necesita impresión adicional, puede aumentar el número de contornos de falda. Algunos usuarios también pueden preferir extruir manualmente el filamento de su impresora utilizando los controles de Jog en el panel de control de la impresora antes de comenzar la impresión.
- La boquilla esta demasiado cerca de la cama: Si la boquilla está demasiado cerca de la superficie de la mesa, no habrá espacio suficiente para que salga plástico de la extrusora. El orificio en la parte superior de la boquilla está esencialmente bloqueado para que no pueda escapar ningún plástico. Una manera fácil de reconocer este problema es si la impresión no extruye plástico para la primera o las dos primeras capas, sino que comienza a extruirse normalmente alrededor de la 3ª o 4ª capas a medida que la plataforma continúa descendiendo a lo largo del eje Z. Para resolver este problema realice modificaciones en el código G de una impresión y haga agregue ajustes muy finos en la posición del eje Z de la primer capa, sin cambiar nada del hardware. Por ejemplo, haga incrementos de 0,05 mm para el desplazamiento del código G del eje Z, esto moverá la boquilla a una distancia de 0.05 mm de la cama de impresión. Siga aumentando este valor en pequeños incrementos hasta que haya suficiente espacio entre la boquilla y la cama de impresión para que escape el plástico.
- El filamento se ha mordido y se destrabó del engranaje impulsor: La mayoría de las impresoras 3D usan un engranaje pequeño para empujar el filamento hacia adelante y hacia atrás. Los dientes de este engranaje muerden el filamento y le permiten controlar con precisión la posición del filamento. Sin embargo, si observa muchas virutas de plástico o parece que falta una sección en su filamento, es posible que el engranaje de transmisión haya eliminado demasiado plástico. Una vez que esto sucede, el engranaje impulsor no tendrá nada que agarrar cuando trate de mover el filamento hacia adelante y hacia atrás. Consulte el articulo «Como solucionar el Griding Filament en impresión 3D» para obtener instrucciones sobre cómo solucionar este problema.
- La extrusora esta obstruida: Si ninguna de las sugerencias anteriores puede resolver el problema, entonces es probable que su extrusora esté obstruida. Esto puede suceder si quedan residuos extraños dentro de la boquilla, cuando el plástico caliente se queda demasiado tiempo dentro del extrusor o si el enfriamiento térmico del extrusor no es suficiente y el filamento comienza a ablandarse fuera de la zona de fusión deseada. La reparación de un extrusor obstruido puede requerir el desmontaje del extrusor, por lo tanto, póngase en contacto con el fabricante de la impresora antes de continuar. Hemos tenido un gran éxito para destapar extrusores al utilizarlo con una cuerda «E» de una guitarra desde la punta de la boquilla, sin embargo, su fabricante también puede poder ofrecer alguna recomendación mas apropiada.
Ahora puedes ayudarme a continuar para hacer y juntar apuntes utiles: Pulsa AQUI para dar una DONACION simple.
Como resolver el Stringing or Oozing (Encordado ó moqueo) en impresión 3D con Repetier y Slic3r

Esta página viene de mi articulo ¿Como identificar y resolver los problemas en impresión 3D con fotos de ejemplo?
Síntoma
Al imprimir dos objetos separados por un espacio libre quedan unos pelos feos que dependiendo el material cuesta sacarlos y la impresión queda desprolija.


Diagnostico
Este síntoma se llama Strining o Encordado. Es el «pelaje ó pelos» que le queda a nuestros objetos que imprimimos y que no son deseados .
En general, no es un problema físico de la propia impresora sino a la retracción del filamento una vez que se imprimió la capa de uno de los objeto y el cabezal se desplaza al otro mientras sigue saliendo material derretido.
La retracción se utiliza en la impresión 3D para detener el flujo de filamento fundido cuando la boquilla debe moverse entre islas, y no se desea una cuerda o exudado.
La retracción también tiene la ventaja de preservar la presión de la boquilla: cuando se produce la retracción, la presión vuelve a estar cerca del nivel anterior. Si un objeto tiene muchos movimientos de no impresión (muchas islas), entonces la presión se pierde si no se utiliza la retracción.
Las extrusoras Bowden usan entre 2 mm y 7 mm para la longitud de retracción. Los tubos Bowden más largos requieren más longitud de retracción para compensar la holgura. Las extrusoras no Bowden pueden usar menos longitud de retracción.
Reparación
Afinar la distancia de retracción, la velocidad y la aceleración es un proceso iterativo. Hay que tocar la configuración e imprimir hasta que no aparezca más el síntoma.
Hacer los siguientes pasos:
1 – Ajuste Básico de retracción – Distancia
- Use dos objetos pequeños de una sola pared a una distancia considerable, por ejemplo, dos pequeños rectángulos o cilindros de una sola pared.
- En Configuración de impresora -> General: asegúrese de que «Use Firmware Retraction» esté desactivado.
- Comience con una pequeña longitud de retracción (en proporción a la longitud del tubo Bowden), en caso de duda comience en 2 mm
- 1) en Configuraciones de Impresora -> Extrusor 1 establezca su longitud de retracción (Length) .
2) Pulsar Slice.
3) Imprima hasta que vea la cantidad de encordado y luego detenga la impresión.
4) Aumente la distancia de retracción entre .5 y 1 mm, corte y repita desde (1) hasta que el encordado se detenga.
Retroceda si fue demasiado lejos. Si se retrae demasiado, entonces el comienzo de la siguiente extrusión puede comenzar en frío porque no alcanza a derretir el material.
2 – Ajuste Básico de retracción – Velocidad
Mantenga la distancia de retracción que determino en el punto anterior y haga lo siguiente:
1) En Configuración de impresora -> Extrusor 1, aumente la velocidad de retracción (Speed).
2) Pulsar Slice.
3) Imprima hasta que pueda saber qué tan bien maneja su extrusora la velocidad de retracción más rápida. Se determina probando. Si es demasiado rápido, el stepper comenzará a sonar extraño (entrará en la resonancia de la banda media), disminuya un poco la velocidad de la zona de peligro (no querrá que saltee pasos).
Después de encontrar la mejor velocidad rápida, pruebe ahora una distancia de retracción ligeramente más corta: una retracción más rápida es una mejor porque se crea menos burbuja de exudado mientras se produce la retracción (y la boquilla está estacionaria).
Puede resultar el filamento masticado si las velocidades de retracción son demasiado altas. Tenga eso en cuenta y cuídelo. Si tiene ese problema, entonces es aconsejable obtener un engranaje de extrusión que no sea tan afilado que triture el filamento … ese no es el mejor diseño. O reduzca un poco la velocidad de retracción.
3 – Ajuste Avanzado de retracción – Aceleración
Después de haber realizado los ajustes anteriores, utilizando el último gcode con la longitud y la velocidad de retracción perfectas, haga lo siguiente:
1a) Aumente el parámetro de aceleración del extrusor en su firmware, compile y carguelo a su controlador, o
1b) Si no tiene firmware Repetier, puede insertar un comando M204 en su gcode para configurar la aceleración de retracción de esta manera:
M204 R500; Establecer la aceleración de retracción a 500 mm / s ^ 2
2) Prueba de nuevo.
3) Preste mucha atención al motor de la extrusora. Cuando se aumenta la aceleración, es posible que escuche un sonido más abrupto cuando comienza la retractación y la retractación. Esto es deseable para una retracción / empuje más rápida pero una aceleración excesiva puede causar pasos perdidos.
4 – Ajuste Avanzado de retracción: longitud adicional al reiniciar
Cuando el filamento es empujado a través del extrusor, los dientes del engranaje del extrusor deforman el filamento (algunos peor que otros). Por lo tanto, cuando el filamento se retrae y empuja, es posible que el filamento no esté tan avanzado como debiera, lo que provoca una pérdida de presión muy leve. Esto se mostrará como un segmento fino/disminuido cuando termina la retracción y comienza la próxima extrusión. Si hay una gran cantidad de retracciones seguidas, habrá una mayor pérdida de presión.
- La respuesta a esto es ingresar una cantidad muy pequeña en Configuraciones de Impresora, Extrusor 1, Extra Length on Restart. Solo ingrese esto si lo necesita (comience con una pequeña cantidad tal vez .1mm o menos).
- Si se usa demasiada longitud extra, la boquilla se presurizará de más y con cada secuencia de retracción / empuje va a provocar una extrusión excesiva o roturas físicas.
Yapa: Luchando contra el moco o exudado (Ooze)
A menos que el material que se extruye tenga una viscosidad muy alta, entre las extrusiones, saldrá un moco (ooze) de la boquilla. Hay varias configuraciones en Slic3r que pueden ayudar a remediar esto.
Los ajustes de retracción, que se encuentran en la pestaña Printer , le indican a la impresora que retire el filamento entre los movimientos de extrusión. Esto puede aliviar la presión en la boquilla, reduciendo así el moco. Después del movimiento de desplazamiento posterior, la retracción se invierte para preparar el extrusor para la siguiente extrusión.
Retraction settings en detalle
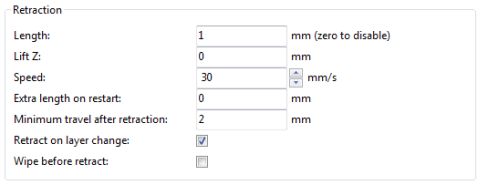
Length : el número de milímetros para retraer. Tenga en cuenta que la medida se toma del filamento sin procesar que ingresa al extrusor. Por lo general, se recomienda un valor de entre 1 y 2 mm. Las extrusoras Bowden pueden necesitar hasta 4 o 5 mm debido a la histéresis introducida por el tubo.
Lift Z : Levanta todo el extrusor en el eje Z por tantos milímetros durante cada recorrido. Esto puede ser útil para asegurar que la boquilla no se enganche con ningún filamento ya colocado, sin embargo, generalmente no es necesario y ralentizará la velocidad de impresión. Un valor de 0.1 mm suele ser suficiente.
Speed : la velocidad a la que el motor de la extrusora retirará el filamento. El valor debe establecerse tan rápido como la extrusora pueda manejar sin omitir pasos, y vale la pena experimentar con este valor para encontrar la retracción más rápida posible.
Extra length on restart : agrega una longitud adicional de filamento después de compensar la retracción después del movimiento de desplazamiento. Esta configuración rara vez se utiliza, sin embargo, si la impresión muestra signos de no tener suficiente material después de los recorridos entonces puede ser útil agregar una pequeña cantidad de material adicional.
Minimum travel after retraction : por lo general, no es necesario activar la retracción después de movimientos muy cortos porque la cantidad de moco que sale es insignificante y ralentiza los tiempos de impresión. Establezca el número de milímetros de distancia mínima que la boquilla debe moverse antes de considerar una retracción. Si la impresora larga moco esto puede aumentarse en 5 o 6 mm.
Retract on layer change : el movimiento a lo largo del eje Z también debe tenerse en cuenta cuando se trata de moco, de lo contrario, pueden aparecer burbujas. Se recomienda dejar esta configuración activada.
Wipe before retract : Mueve la boquilla mientras se retrae para reducir las posibilidades de que se forme una gota.
Si te sirvió este apunte y quieres invitarme una gaseosa puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a continuar a hacer y juntar más apuntes utiles: pulsa AQUI.
Webgrafía
¿Como identificar y resolver los problemas en impresión 3D con fotos de ejemplo?

Voy a agrupar imágenes y cosas que fui encontrando y experiencias que fui teniendo con impresión 3d.
Mi soft favorito para hacer las impresiones 3D es el Repetier en Ubuntu y para generar los recorridos el Slic3r. Las soluciones estarán para esta combinación de soft.
Primero y antes que nada: >> > >> ABS y Nylon los materiales más difíciles
El ABS y el Nylon son materiales que contraen mucho, por ello, son mucho más propensos a la deformación que el PLA u otro material por lo que habrá que tener un cuidado extra. Además de necesitar una temperatura mayor en la cama caliente, hay que tener cuidado con la refrigeración. Tenemos que asegurarnos de no tener activada la refrigeración extra. Para conseguir calidades extraordinarias, seria conveniente que impresora estuviera tapada para conseguir una temperatura constante y uniforme a lo largo de toda la impresión.
Introducción
Antes de intentar buscar soluciones, es vital que la impresora esté calibrada correctamente. Saltarse o apresurarse en este paso provocará frustración y impresiones fallidas más adelante, por lo que es importante que se tome un tiempo para asegurarse de que la máquina esté configurada correctamente.
Cada máquina puede tener su propio procedimiento de calibración y este artículo no intentará cubrir todas las variaciones. En cambio, aquí hay una lista de puntos clave que deben abordarse.
- El marco es estable y está alineado correctamente.
- Las correas dentadas están tensas.
- La cama está nivelada en relación con la trayectoria de la extrusora.
- El filamento rueda libremente desde el carrete, sin causar demasiada tensión en el extrusor.
- La corriente para los motores paso a paso se establece en el nivel correcto.
- La configuración del firmware es correcta, incluyendo: velocidad de movimiento del eje y aceleración; control de temperatura; paradas finales; direcciones del motor.
- El extrusor está calibrado en el firmware con los pasos correctos por mm de filamento.
El punto con respecto a la velocidad del paso del extrusor es vital. Slic3r espera que la máquina produzca con precisión una cantidad determinada de filamento cuando se lo indiquen. Demasiado resultará en manchas y otras imperfecciones en la impresión. Demasiado poco dará lugar a lagunas y una mala adhesión entre capas.
Consulte la documentación y / o los recursos de la impresora en la comunidad de impresión 3D para obtener detalles sobre la mejor manera de calibrar su máquina en particular.
ACLARACIÓN: Primero muestro las imágenes de los problemas (numeradas) y abajo de la esta lista voy a ir poniendo las soluciones … es un trabajo en progreso y continuo!
-

- 01) No imprime al principio (Not Extruding At Start)
-

- 02) No se pega a la cama (Print Not Sticking To Bed)
-

- 03) Levantamiento de la Base (Wraping)
-

- 04) Se suelta de la mesa
-

- 05) Arañazos y marcas en las piezas (Scratches)
-

- 06) Desplasamientos (Layer Shifting)
-

- 07) Las paredes no se tocan
-

- 08) Grietas en piezas (Layers Splitting Or Cracking)
-

- 09) Extrusion inconsistente (Inconsistent Extrusion)
-

- 10) Filamento mordido (Grinding)
-

- 11) Encordado (Stringing or Oozing)
-

- 12) Esquinas deformadas (Curling and Warping)
-

- 13) Extrusion Excesiva (Over Extruding)
-

- 14) Burbujas o gotas en los hilos y en las piezas (Blobs and Zits)
-

- 15) Filamento Enredado
-

- 16) Almohadillado (Pillowing)
-

- 17) Subextrusión (Under extrusion)
-

- 18) Base curvada
-

- 19) Huecos en relleno de paredes delgadas (Gaps In Thin Walls)
-

- 20) Paredes alejadas de relleno (Gap Between Infill And Outline)
-

- 21) Voladizos despegados (Overhang or Poor Bridging)
-

- 22) Pequeños detalles desaparecen 1 (Small Features Disappearing)
-

- 23) Impresion muy marcada en exterior (Lines On Side Of Print)
-

- 24) Aujero entre piso y vertice (Gaps-In Floor Corners)
-

- 25) Arañazos y marcas en las piezas 1 (Scratches)
-

- 26) Taponamiento en boquilla (Clogged Extruder)
-

- 27) Calentamiento Exesivo (Over-Heating)
-

- 28) Líneas muy visibles en la capa inferior
-

- 29) Aujeros o espacios en la capa superior (Holes Or Gaps In Top Layers)
-

- 30) Impresión peluda (Hairy print)
Soluciones:
01) No imprime al inicio (Not Extruding At Start)
02) No se pega a la cama (Print Not Sticking To Bed)
03) Levantamiento de la Base (Wraping)
11) Encordado (Stringing – Oozing )
12) Esquinas que se encrespan o ásperas (Curling and Warping)
20) Paredes alejadas de relleno (Gap Between Infill And Outline)
27) Calentamiento Exesivo (Over-Heating)
Si te sirvió este apunte y quieres invitarme una gaseosa puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a seguir haciendo y juntando apuntes utiles pulsa AQUI.
Webgrafía y Rferencias
Ikaslab: imagenes y soluciones para soft Cura
El Blog del plastico: Guía de problemas y soluciones
Simplify3d: Guia de resolusion de problemas de calidad
