OpenERP 7 en Docker con jasper report y python 2.7 cuando pip ya no anda más
Estas notas son para contar la aventura LOCA de montar un servidor viejo de OpenERP 7 en el año 2023. (funciono perfecto en un server por 10 años)
Primero hay que decir que esta versión anda en python 2.7 que hoy ya se dejo de ser soportardo y tiene problemas con instalación de librerías con pip necesarias. ¡ uuuuuuuuu !… si, primer luz roja.
Por esta razón decidí usar la versión docker del servidor (que ya sabemos que anda) y desde ahí montar el código fuente. (no se hasta cuando va a funcionar o se va a encontrar… trabajito extra: hacer copia por las dudas que desaparezca)
También quiero poder modificar el código así que necesito instalar el fuente o que ande el fuente en el docker de alguna forma.
En su momento usé JasperReport para la generación de reportes. Se instalaba un server de reportes (creo que usaba apache y tomcat server)….uffffff!
Debe ser por estas cosas que se privilegia actualizar la versión ANTES de hacer las modificaciones.
Logre generar un banco de trabajo con Docker y poder hacer modificaciones, incluso modificar codigo andando… asi que es posible.
Lo bueno de utilizar docker es que es replicable y estable.
Ahora empieza la aventura de importar los datos y actualizar versiones.
Si te sirvió este apunte y quieres invitarme un café o una refrezco puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a seguir haciendo y juntando apuntes utiles pulsa AQUI.
¿Cómo Identificar Si Un Filamento Es PLA ó ABS?
Un método rápido y sencillo es usando fuego en un trocito de filamento.
El ABS, al exponerlo a las llamas, despide un humo negro … CUIDADO ese humo es nocivo para la salud.
El filamento PLA, al exponerlo a las llamas, se derrite rápidamente y no despide humo.
Si te sirvió este apunte y quieres invitarme una gaseosa puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a continuar a hacer y juntar más apuntes utiles: pulsa AQUI.
Cómo aumentar la velocidad de impresión 3D FDM
Uno de los principales parámetros que afecta directamente al acabado de las piezas realizadas con impresoras 3D FDM (Impresión por deposición de material fundido) es la velocidad de impresión. El acabado es inversamente proporcional al tiempo de impresión.
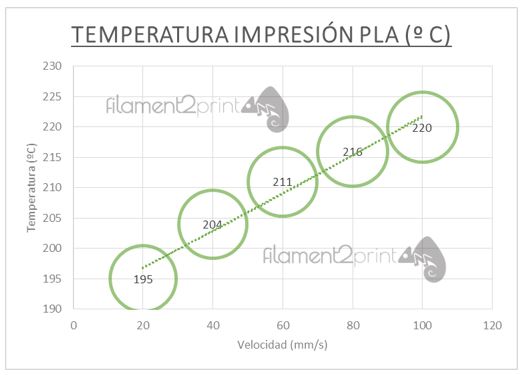
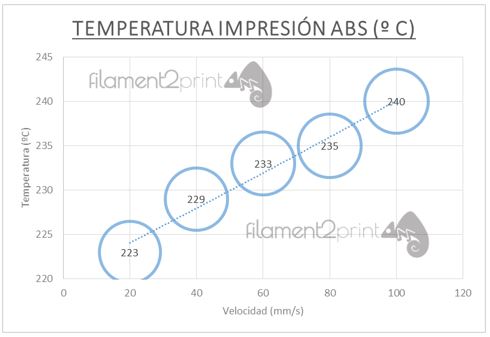
La velocidad de impresión se mide en mm/s y ésta afecta directamente a la temperatura de la extrusión debido a que cuanto mayor sea la velocidad de impresión, mayor temperatura de extrusión necesitaremos.
Todos los fabricantes de filamentos facilitan un rango de temperaturas entre las cuáles su impresión es óptima. Normalmente esta temperatura ideal se debe ir ajustando mediante pruebas hasta obtener el mejor acabado y adherencia porque puede variar significativamente en función de que extrusor utilicemos. Por ejemplo, según la ubicación física y el estado de la sonda de medición de temperatura en el extrusor puede hacer que variar significativamente la medición en nuestra impresora respecto a la del fabricante o a una igual en un ámbito diferente.
Si no somos capaces de encontrar la temperatura óptima de impresión aparecerán problemas de impresión. Por ejemplo, si la temperatura de extrusión es muy baja, el filamento no fluirá correctamente por lo que pueden quedar huecos entre capas e incluso hacer que se separen las capas. Si además aumentamos excesivamente la temperatura, el plástico dejará puntos huecos en la pieza.
A mayor velocidad es mayor la presión en la boquilla y también mayor es la compresión del filamento. El filamento ABS tiene un menor coeficiente de fricción que el PLA por lo que este último, requiere de menos fuerza para ser extruído. Si la presión es excesiva pueden surgir problemas en la tracción del filamento, taponamientos y hasta roturas físicas en la impresora.
Además debemos tener en cuenta que si el color del filamento es más oscuro necesitará más temperatura de extrusión debido a los propios aditivos de coloración del filamento. En función del color del filamento puede llegar a variar la temperatura hasta +- 5 ºC imprimiendo a la misma velocidad.
En las gráficas se puede apreciar la tendencia de cómo varía la temperatura de extrusión en función de la velocidad de impresión aunque, cómo he comentado, puede variar.
Si te sirvió este apunte y quieres invitarme una gaseosa puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a continuar a hacer y juntar más apuntes utiles: pulsa AQUI.
¿Como identificar y resolver los problemas en impresión 3D con fotos de ejemplo?

Voy a agrupar imágenes y cosas que fui encontrando y experiencias que fui teniendo con impresión 3d.
Mi soft favorito para hacer las impresiones 3D es el Repetier en Ubuntu y para generar los recorridos el Slic3r. Las soluciones estarán para esta combinación de soft.
Primero y antes que nada: >> > >> ABS y Nylon los materiales más difíciles
El ABS y el Nylon son materiales que contraen mucho, por ello, son mucho más propensos a la deformación que el PLA u otro material por lo que habrá que tener un cuidado extra. Además de necesitar una temperatura mayor en la cama caliente, hay que tener cuidado con la refrigeración. Tenemos que asegurarnos de no tener activada la refrigeración extra. Para conseguir calidades extraordinarias, seria conveniente que impresora estuviera tapada para conseguir una temperatura constante y uniforme a lo largo de toda la impresión.
Introducción
Antes de intentar buscar soluciones, es vital que la impresora esté calibrada correctamente. Saltarse o apresurarse en este paso provocará frustración y impresiones fallidas más adelante, por lo que es importante que se tome un tiempo para asegurarse de que la máquina esté configurada correctamente.
Cada máquina puede tener su propio procedimiento de calibración y este artículo no intentará cubrir todas las variaciones. En cambio, aquí hay una lista de puntos clave que deben abordarse.
- El marco es estable y está alineado correctamente.
- Las correas dentadas están tensas.
- La cama está nivelada en relación con la trayectoria de la extrusora.
- El filamento rueda libremente desde el carrete, sin causar demasiada tensión en el extrusor.
- La corriente para los motores paso a paso se establece en el nivel correcto.
- La configuración del firmware es correcta, incluyendo: velocidad de movimiento del eje y aceleración; control de temperatura; paradas finales; direcciones del motor.
- El extrusor está calibrado en el firmware con los pasos correctos por mm de filamento.
El punto con respecto a la velocidad del paso del extrusor es vital. Slic3r espera que la máquina produzca con precisión una cantidad determinada de filamento cuando se lo indiquen. Demasiado resultará en manchas y otras imperfecciones en la impresión. Demasiado poco dará lugar a lagunas y una mala adhesión entre capas.
Consulte la documentación y / o los recursos de la impresora en la comunidad de impresión 3D para obtener detalles sobre la mejor manera de calibrar su máquina en particular.
ACLARACIÓN: Primero muestro las imágenes de los problemas (numeradas) y abajo de la esta lista voy a ir poniendo las soluciones … es un trabajo en progreso y continuo!
-

- 01) No imprime al principio (Not Extruding At Start)
-

- 02) No se pega a la cama (Print Not Sticking To Bed)
-

- 03) Levantamiento de la Base (Wraping)
-

- 04) Se suelta de la mesa
-

- 05) Arañazos y marcas en las piezas (Scratches)
-

- 06) Desplasamientos (Layer Shifting)
-

- 07) Las paredes no se tocan
-

- 08) Grietas en piezas (Layers Splitting Or Cracking)
-

- 09) Extrusion inconsistente (Inconsistent Extrusion)
-

- 10) Filamento mordido (Grinding)
-

- 11) Encordado (Stringing or Oozing)
-

- 12) Esquinas deformadas (Curling and Warping)
-

- 13) Extrusion Excesiva (Over Extruding)
-

- 14) Burbujas o gotas en los hilos y en las piezas (Blobs and Zits)
-

- 15) Filamento Enredado
-

- 16) Almohadillado (Pillowing)
-

- 17) Subextrusión (Under extrusion)
-

- 18) Base curvada
-

- 19) Huecos en relleno de paredes delgadas (Gaps In Thin Walls)
-

- 20) Paredes alejadas de relleno (Gap Between Infill And Outline)
-

- 21) Voladizos despegados (Overhang or Poor Bridging)
-

- 22) Pequeños detalles desaparecen 1 (Small Features Disappearing)
-

- 23) Impresion muy marcada en exterior (Lines On Side Of Print)
-

- 24) Aujero entre piso y vertice (Gaps-In Floor Corners)
-

- 25) Arañazos y marcas en las piezas 1 (Scratches)
-

- 26) Taponamiento en boquilla (Clogged Extruder)
-

- 27) Calentamiento Exesivo (Over-Heating)
-

- 28) Líneas muy visibles en la capa inferior
-

- 29) Aujeros o espacios en la capa superior (Holes Or Gaps In Top Layers)
-

- 30) Impresión peluda (Hairy print)
Soluciones:
01) No imprime al inicio (Not Extruding At Start)
02) No se pega a la cama (Print Not Sticking To Bed)
03) Levantamiento de la Base (Wraping)
11) Encordado (Stringing – Oozing )
12) Esquinas que se encrespan o ásperas (Curling and Warping)
20) Paredes alejadas de relleno (Gap Between Infill And Outline)
27) Calentamiento Exesivo (Over-Heating)
Si te sirvió este apunte y quieres invitarme una gaseosa puede hacerlo pulsa AQUI.
Si en cambio quieres ayudarme a seguir haciendo y juntando apuntes utiles pulsa AQUI.
Webgrafía y Rferencias
Ikaslab: imagenes y soluciones para soft Cura
El Blog del plastico: Guía de problemas y soluciones
Simplify3d: Guia de resolusion de problemas de calidad
